
ストロークアップクランクも完成したことやし、エンジンを組み立てる段取りをしています。
純正部品はほぼ入手完了

ケースやヘッドはバラしてサンドブラストorウエットブラストに出します。

そこでまたもや問題。

ピストンリングの合口がむっさ広い。

シックネスゲージで測ってみたら、0.5mmもある。因みに適正値は0.1mm。


で、このリングの厄介なのが、断面がL型だという事。
売ってない。

ピストンリングはバネ鋼の一種なので調べてみたところ、おそらく線膨張係数は
約10~11 ×10^-6/℃ のあたり。
1℃温度が上がったら0.000001倍の分、伸びるという事です。
冷間時のピストンリング外周長は(52φx3.14)-合口隙間0.5mmです。
(52×3.14)-0.5=162.78mm
ほぼここは油温と同じ温度になっていると思うので、エンジンがかかっている時は冷間時より50℃温度が高くなるとして、線膨張量を出してみると、
162.78x(10×10^-6)x50=0.08139(mm)
熱間でも0.4mm程度までしか閉じません。
適正値は0.1mmなので、丁度適正値の合口隙間だと、ほぼ熱間時に閉じる計算です。(シリンダ側の寸法変化を無視していますが。)
この修理に関しては以前にやったことがあります。
こんな感じや、こんな感じや、こんな感じで。前の時の動画↑。
なので、今回もTKRJのCT110用、品番13011-439-000を加工して流用します。
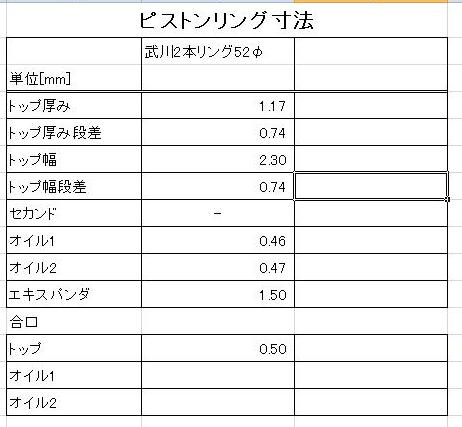
前のデータ。
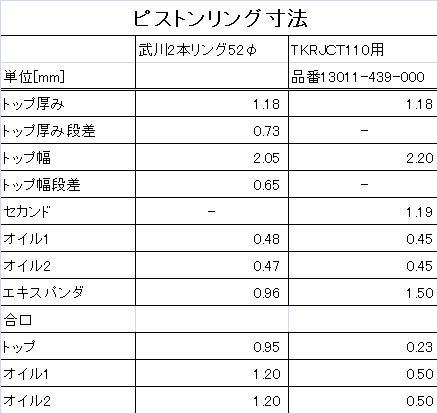
今回エキスパンダが何故か高いけどほぼ同寸。前のエンジンは合口が1mm近くまで広がっていたんですね。もしかしたらエキスパンダTKRJの使えるかも。
 前にこの修理やった時も見ましたが、ピストンリングメーカー、リケンのサイトはマジで凄いです。こちら
前にこの修理やった時も見ましたが、ピストンリングメーカー、リケンのサイトはマジで凄いです。こちら
自作するには面圧分布をリンゴ型になるように設計しないといけないみたいです。
おそらく焼入れの温度管理もムズイ。
前にバラしたエンジンもリングが減っていたので、おそらく、理研のサイトのこの記事によれば、セカンドリングが無く、かつトップリングもけったいな形状なために張力が足りず、フラッタリングが起こりやすく、その結果、摩耗が促進されたのかもしれません。
もし、あれならビートルのドラッグレースのエンジンみたいに、ピストントップからトップリングに向けてガスポートとして0.5φぐらいの穴を開けて無理やり燃焼ガスでリングを押さえつけてもいいかも。
で、この修理は以前にやった修理ですが、前にやった時の冶具が見つけれるかどうかが運命の分かれ道。

良かった。ありましたわ。
ネジが挿してあったから、プレスの圧入冶具にならずに済んだ模様。
荒木エフマシン製品のご購入は下記へどうぞ!
タップorクリックで販売ページにリンクします。




治具が残っていて本当に良かったです。ずっと乗っていくことを考えると予備リングも考えておいたほうが良いかもしれませんね。
今後、冶具はちゃんと保管しておきます。